Metallurgy Book
Learn basics of metallurgy.
Hello readers! I start to write this online book for help everyone to get knowledge at metallurgy. Good reading ~_^
Metallurgy BookUnlock the secrets of welding and industrial design.
Master the art of welding with our expert tips.
Discover the possibilities of welding and programming.

Salutations, denizens of the digital realm. The persona behind the script you're currently perusing is none other than Wallid Guergour, as subtly hinted by the title etched onto this digital canvas. I've dedicated a significant portion of my earthly existence to the domains of metallurgy and industrial pursuits. During the slow spin of the Earth, a concept surfaced within the labyrinth of my consciousness: why not craft an online space - a website and blog - where the multitude of my passions could coalesce in a singular, harmoniously unique endeavor? My profession is more than a mere means of livelihood, it is a fiery passion that fuels the furnace of my soul. But the flame of interest doesn't stop at industry and welding. It flickers and dances into the realm of computational machinations, programming automatons, and the art of inscribing both digital and physical canvases with depictions born from imagination. Naturally, marshaling the forces of code to construct a digital portal from scratch, mirrors a conductor directing the orchestra of my interests in perfect symphony. Here, within this digital enclave, you shall find a trove of meticulously penned articles, sagacious advice, and an abundant reservoir of knowledge pertaining to the spheres of metal manipulation, industrial craftsmanship, and the realm of ones and zeros (Python, Haskell, and the like) that govern our mechanical servants. As a denizen of the splendid country known as France, my lens through which I view the world and its manifold welding intricacies may carry a distinctly French, or perhaps broader European, tint. However, fear not. The gears of technology churn uniformly across our shared globe. Regardless if you find your feet firmly planted on the soils of Australia, the expanses of the USA, the cultural tapestry of Europe, or any other corner of our shared Earth, the principles governing welding technologies remain universally consistent. And thus, we embark on this shared journey of knowledge and passion. Brace yourselves for the fascinating adventure that lies ahead. Always remember, the path towards understanding is steeped in the thrill of discovery. Let's march forward on this quest, one keystroke at a time.


Welding in art showcases a mesmerizing harmony of technical prowess and creative ingenuity. By masterfully harnessing heat and pressure with welding methods, artists morph metals into visually captivating and utilitarian pieces. Artistic welding offers boundless possibilities, from elaborate sculptures to purposeful furniture items, each bearing the unique imprint of its maker. Both seasoned welders and novices can immerse themselves in the thrilling and gratifying realm of welding artistry. This extraordinary merger of science and imagination gives rise to truly matchless masterworks. Welding for artists

Welding holds a pivotal position in the automotive sector, acting as a fundamental procedure in vehicle manufacturing. It serves to unite diverse elements of the car body, frame, and chassis, thereby maintaining structural integrity and stability. Different welding techniques, such as MIG, TIG, and robotic welding, are employed within the automotive industry, each offering its distinct pros and cons. Advancements in automotive welding technology pave the way for enhanced efficiency, precision, and cost-effectiveness for manufacturers. Encompassing a wide range of vehicles, from sports cars to heavy-duty trucks, welding remains an indispensable facet of the automotive field, contributing to the production of secure, dependable, and robust vehicles. Automotive Industry


Welding quality control constitutes a vital component of any welding endeavor, guaranteeing that the end product adheres to requisite specifications, standards, and is suited for its intended application. Quality control commences with appropriate training and certifications for welders, as well as the employment of certified welding procedures. These procedures delineate the precise methods, materials, and equipment necessary to attain the desired outcomes. Throughout the welding process, it is crucial to routinely examine the work in progress to confirm adherence to required standards. Inspection techniques may encompass visual assessments, non-destructive testing (NDT) such as ultrasonic testing, radiography, magnetic particle inspection, and destructive testing if needed. The finished product must undergo a final inspection to ensure compliance with all relevant standards and specifications prior to its release for utilization. By establishing and executing proper quality control protocols, both welders and businesses can guarantee top-quality products that satisfy all safety and performance criteria. Quality control

Starting a welding business entails meticulous planning and contemplation, which includes selecting the appropriate welding equipment. The specific welding equipment required depends on the services you intend to provide and the materials you will work with. For instance, if your primary focus is on steel, a MIG welder would be a fitting choice. Conversely, if you plan to work with aluminum and other non-ferrous materials, TIG welding would be more suitable. It's also crucial to take into account the size and scope of your business, as well as your budget. If you're in the initial stages, purchasing used equipment in good working order may be a cost-effective solution. As your business expands, you can then transition to newer, more sophisticated equipment. Furthermore, consider acquiring additional equipment, such as a plasma cutter, a welding generator, and a welding positioner, to broaden the range of services you can provide. With the right equipment in place, you can be confident in delivering top-notch welding services to your customers. Welding equipment for your business


Welding is a multifaceted and highly proficient trade that can unlock numerous opportunities for growth. For those new to welding, determining where to begin might be daunting. However, with proper guidance and resources, you can swiftly grasp the fundamentals and start honing your skills. To embark on your welding journey, you must first select a welding process that caters to your requirements. Popular choices encompass MIG welding, TIG welding, and stick welding. Each method presents its own set of pros and cons, so it is crucial to investigate and comprehend the distinctions before making a choice. Subsequently, you will need to procure the essential equipment and tools, such as a welding helmet, gloves, and a welding machine. Once equipped, you can commence practicing and refining your abilities through welding projects and tutorials. Lastly, it is vital to consistently adhere to safety guidelines and don the appropriate personal protective equipment (PPE) to safeguard yourself from potential hazards. With perseverance and practice, you will soon be on the path to becoming a skilled welder. Welding for beginner's

Welding is an intricate trade necessitating comprehensive training and expertise to carry out safely. Nevertheless, even with top-notch training, accidents might still transpire if appropriate welding safety precautions are not implemented. To guarantee welding safety in the workplace, employers must furnish their personnel with the proper personal protective equipment (PPE), including welding gloves, goggles, and masks. It is also crucial to ascertain that the welding workspace is adequately ventilated to eliminate any harmful fumes or gases. Moreover, employees must receive appropriate training on how to handle and maintain welding equipment correctly to avert malfunctions or damage. Ultimately, routine welding safety inspections should be performed to confirm that all equipment is in prime working condition and that all safety protocols are being adhered to. By implementing these measures, employers can contribute to reducing the risk of accidents and injuries in the welding workplace. Welding safety


In this blog post, we delved into the most recent emerging technologies and trends in the welding industry, encompassing automation and robotics, additive manufacturing, sustainable welding, advanced materials, the Internet of Things (IoT), virtual and augmented reality, and smart welding. We discussed how these technologies are anticipated to enhance efficiency, quality, and unveil new opportunities for the industry. We also underscored the significance for welders to stay abreast of the latest trends and developments in the welding industry to remain competitive and excel. As we transition into 2023, the welding industry is projected to persist in evolving and embracing these novel technologies and trends to flourish. The future of welding is here!

Mechanical engineering and machining are intimately connected domains that encompass the design, development, and production of mechanical systems and components. Mechanical engineers utilize their comprehension of materials, structures, and mechanics to devise and develop machines and other mechanical systems, such as engines, power generators, and manufacturing equipment. Machining, conversely, is the procedure of cutting, shaping, and forming materials to create precise mechanical parts and components. This process is frequently executed using machine tools like lathes, mills, and grinders. In welding, precision and accuracy are vital; therefore, mechanical engineering and machining play a critical role in the fabrication and manufacturing of the parts and equipment utilized in welding. How to use a traditional lathe? Complete review of Proxxon traditional lathe

Embarking on a welding business in 2023 can be a daunting yet gratifying venture. Whether you're a seasoned welder or a newcomer, there are several crucial steps you should undertake to ensure your business's success. Some of the vital aspects to consider include: Obtaining the requisite certifications and licenses to function as a welder. Crafting a business plan that delineates your objectives, target audience, and strategies for success. Investing in top-tier equipment and tools to guarantee the delivery of exceptional work to your clientele. Establishing a robust online presence through a website and social media platforms to entice new clients. Networking with fellow welders and industry professionals to acquire invaluable knowledge and connections. By adhering to these steps and maintaining focus on your objectives, you can launch a prosperous welding business in 2023 and leave an indelible mark on the industry. Haw to launch a welding business in 2023?

TIG (Tungsten Inert Gas) welding is a welding process that uses a tungsten electrode and an inert gas (usually argon or argon/helium mixture) to protect the weld area from impurities. It is often used to weld materials such as stainless steel, aluminum and copper. To perform a TIG weld, an operator uses a torch that includes a tungsten electrode, an inert gas and an electric current. The operator holds the tungsten electrode in his hand and directs it to the welding area, while the inert gas is used to protect the welding area from impurities. TIG welding is particularly valued for its accuracy and weld quality, making it a popular choice for demanding welding jobs. However, it requires a high level of operator skill and is generally more expensive than other welding processes. In summary, TIG welding is an accurate and high quality welding process, but requires a high level of skill and is generally more expensive than other welding processes. A complete guide to understanding how TIG welding works

First of all, this is the question I have to answer. When we talk about welding, it is the action of fusing two metal (or plastic) parts thanks to heat. There are several welding processes and the most common ones are detailed below in this page (you can access them here!). In general, an electric arc is used to make our metal parts go from a solid state to a liquid state. Once the molten bath is created, the goal is to add a filler metal. The whole process is done under a gas protection that will avoid the contamination of the welded joint by particles present in the atmosphere.

Welding is in constant progress, its development is permanent in all modern industries today. The constructive requirements are important both quantitatively and qualitatively. The company and its welding technicians are confronted with systematic controls at all levels of production. Welding standards are updated every five years in Europe. Each member state of the European Union can comment on a certain standard, approve it without modifications or ask for its cancellation because it has become obsolete in relation to the new technologies and techniques of the moment.

The welder can be called for two types of intervention: New work. Repair or maintenance work. New works. The welding works can be carried out on : boiler works (assemblies made of metal elements previously shaped), in ordinary or stainless steel; mechanically welded assemblies, in non-alloyed or stainless steel. The assemblies can be made on sheet metal or on tube, with or without support, according to the standards in force, the quality class chosen and the specifications defined in the welding book. Repair or maintenance work. The components of machines, guiding or conveying systems can break down due to thermal and/or mechanical fatigue. In most cases, the parts to be repaired are contaminated with fatty materials (oil, grease) or materials with which they have been internally or externally contaminated. The parts to be assembled must be free of any contamination. The welder shall therefore: Degrease using an appropriate solvent (trichloroethylene, acetone....) Strip by grinding or sandblasting. Search for possible micro-cracks by dye penetration or magnetic particle inspection techniques, or even by radiography or ultrasound if he has to carry out a high security assembly.

The expected abilities of the welder are the following: Be informed - analyze

How steel is made.Have you always wanted to know how steel is created? This is the place to find out. ~_^

How is steel processed.Here you will find a clear and quick article on how steel is worked.

Stick welding consists of a rod of material covered with a flux. The rod is used here as an electrode in the electrical circuit. Melting is achieved by a very high temperature which is obtained by an electric arc between the workpiece and the electrode. The main functions of the electrode coating are to ensure the stability of the arc and to protect the molten metal from the atmosphere. with the gases created during the decomposition of the coating by the heat of the arc. This shielding controls the mechanical properties, chemical composition and metallurgical structure of the weld metal, as well as the characteristics of the electrode.
Welding processes
The welding vocabulary is very clear to understand quickly, for the weld bead we use the same words for all welding positions. The two metals to be joined will be called "base metals", while the weld bead will be a mixture (molten metal) of these base metals with the filler metal. The base metals can be homogeneous (of the same nature such as steel to steel, copper to copper...) or heterogeneous. Sometimes you may need to weld different types of steel. For example, on buckets fitted to public works machinery, it is possible to build the structure of the part in basic structural steel (S 235) and to reinforce the tooth or blade with much more wear-resistant steels such as hardox 500.
Weld bead
An important aspect of heat flow is the study of the cooling rate in welding. These speeds, of the order of several tens of degrees per second, are different from those encountered in other fields of metallurgy such as steelmaking and foundry where the magnitude control is a few degrees per minute.
Weld bead in depth
Ionisation is the removal of one or more electrons from the electronic structure of an atom, turning it into an ion. Our ARC will ionise the welding gas ...
Gas actionsHello readers! I start to write this online book for help everyone to get knowledge at metallurgy. Good reading ~_^
Metallurgy BookProgramming languages are actually "easily" understandable commands by humans and which once recorded are interpreted or compiled (I will explain the differences later) by a program which takes care of translating the lines of code into binary language.
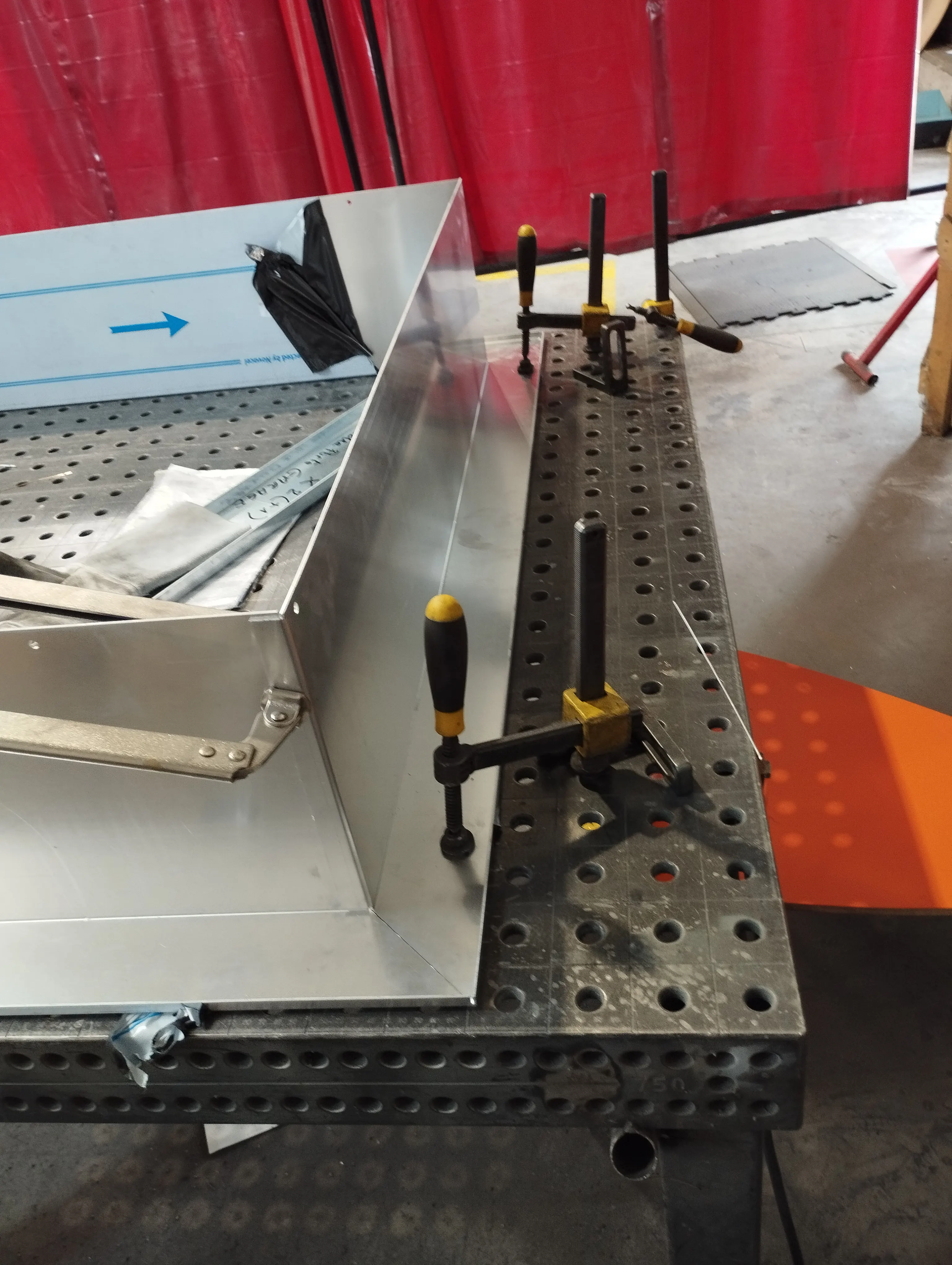
Variables CondtionsHere I present a Mercury (Freedom 7) module used for return to earth. Modeled using 3DSmax. a sheet metal work complex in its conception, but paradoxically simple to imagine and use.
How to use 3D software for boilermaking?© 2020 website designed and crafted by Wallid Guergour with ![]() . Steel Technics. French Alps.
. Steel Technics. French Alps.








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}